
Här är det andra av två inlägg om hur arbetet gått vidare med K.M. Nelsson under det första halvåret 2025. För del 1 se: https://blogg.oslj.nu/renoveringen-av-km-nelsson-jan-juni-2025-del-1/ Arbetet omfattar främst renovering av en excenterstång, omgjutning och injustering av all lager i koppelstängerna samt uppkoppling och provrullning.
Foto, där annat ej anges: Dag B.
This is the second of a two part update of the work done in our own workshop on the big overhaul of our locomotive K.M.Nelsson during January – June 2025. For part one see:
https://blogg.oslj.nu/renoveringen-av-km-nelsson-jan-juni-2025-del-1/
The work has focused on the left hand exccentric rod, all bearings and joints for the side rods followed by the setup and adjustments of the siderods plus test rolling of the chassis.
To read all updates on the project: https://blogg.oslj.nu/?s=KM+NELSSON
Excenterstång
Excenterstången är den maskindel som går från en egen vev på drivaxeln till nederänden av kulissen. Stången driver alltså slidstyrningen som ger föraren möjlighet att köra framåt resp. bakåt samt i det närmaste steglöst reglera dragkraften.
På lokets vänstra sida var det bakre lagret (det på drivaxelns vev) ordentligt slitet, så det fick gjutas om.


På sedvanligt sätt: ursmältning av gammal babbitts, värmning, gjutning, kylning samt lossknackning av gjutform.
Sedan blir det lite annorlunda mot andra lager. Detta lager är inte justerbart på något sätt, alltså måste det färdigbearbetas så att stången passar på sin plats direkt.
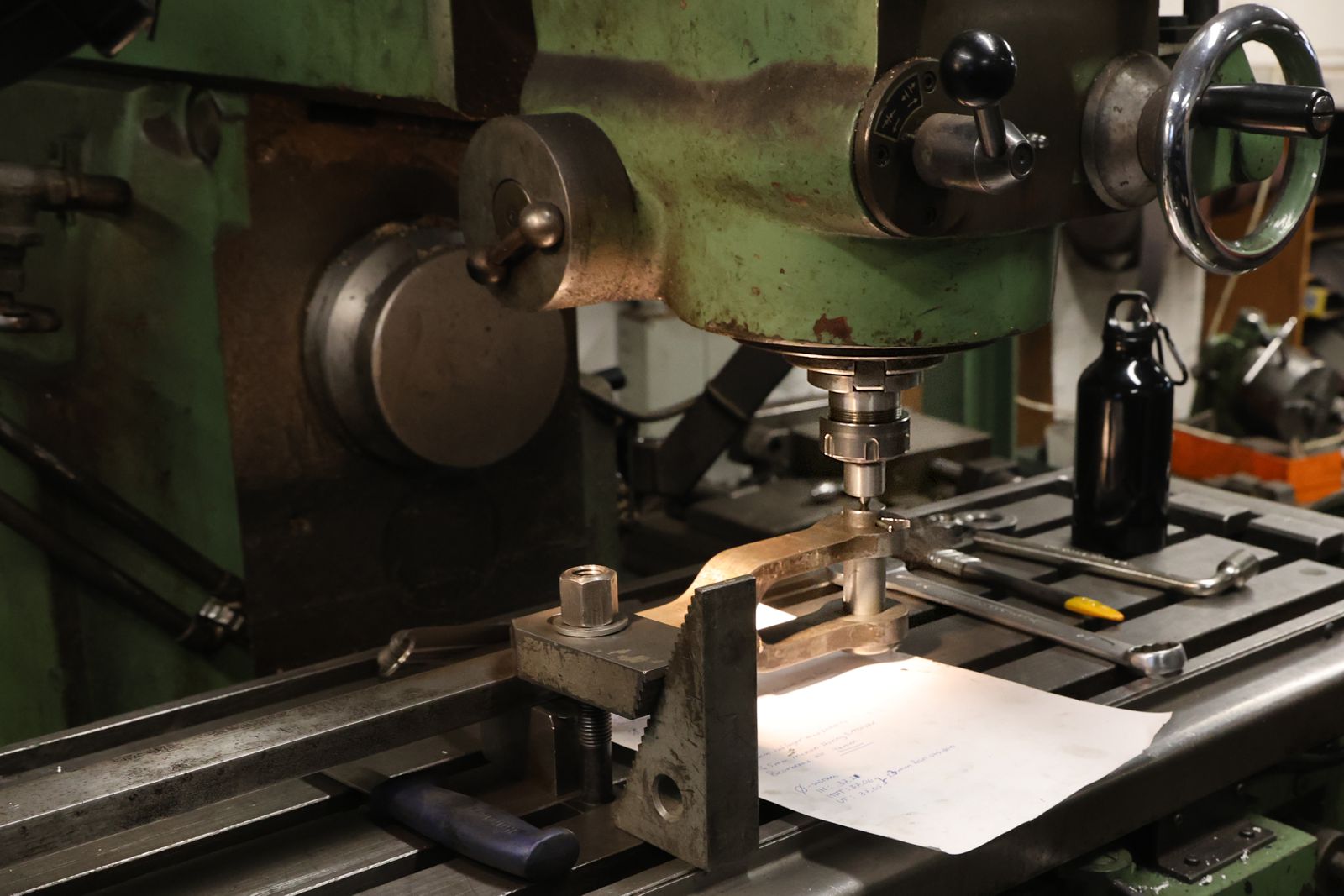


För att borra ur det nygjutna lagret så får vi utgå från dubbhålet i bulten i stångens framände. Centrerat på den så sätter man fräsmaskinens digitalskala på noll och kör bordet måttet enligt ritning 883 mm. Efter finjustering i tvärled så är man då precis där det nygjutna lagret skall borras.

Där borras lagret upp till rätt diameter och efter skavning av rundningen mot vevtappen så bör stången vara klar. Motsvarande arbete gjordes även på Nians ena stång, med lyckat resultat.
Men en sak måste kollas först på KM:s stång. Under arbetet så upptäcktes något som möjligen skulle kunna vara en spricka i stången nära det nygjutna lagret.


Med sprickindikeringsfärg så läggs först en mycket tunnflytande röd färg på som har stor förmåga att sugas ned i eventuella sprickor. Efter avtorkning så läggs en matt vit färg på ovanpå. Om det finns en spricka så kryper den röda färgen upp ur sprickan och missfärgar det vita. Men som väl var så gjorde den inte det i detta fall. Randen på stången var helt ytlig.

Koppelstänger
Koppelstängerna hör till de viktigaste delarna av maskineriet. Dessa består av de stänger med lager och leder som förbinder de tre kopplade (drivande) axlarna i lokramen. Ångcylindrarna med kolvar och vevstakar driver direkt på själva drivaxeln, dvs. den bakersta av de kopplade axlarna. Från denna överförs krafterna till de båda andra s.k. koppelaxlarna. Dessa krafter är stora, åtskilliga ton och de växlar riktning två gånger per hjulvarv. Om detta skall fungera riktigt väl, måste dels spelet (glappet) i lagren vara litet samt avståndet mellan lagren i koppelstängerna stämma precis med avståndet mellan hjulaxellagren i lokramen. Om spelet är för stort så slår lagren och slits ut i förtid och om spelet är för litet eller avstånden lite fel så blir det friktion och lagren går varma (blir överhettade).



Det är många lager som gjutits om med Babbitts nu, börjar nästan gå på rutin. Här är själva gjutningen, kontroll av temperaturen och kylning av lagret utifrån med tryckluft samt resultatet innan vidare bearbetning.


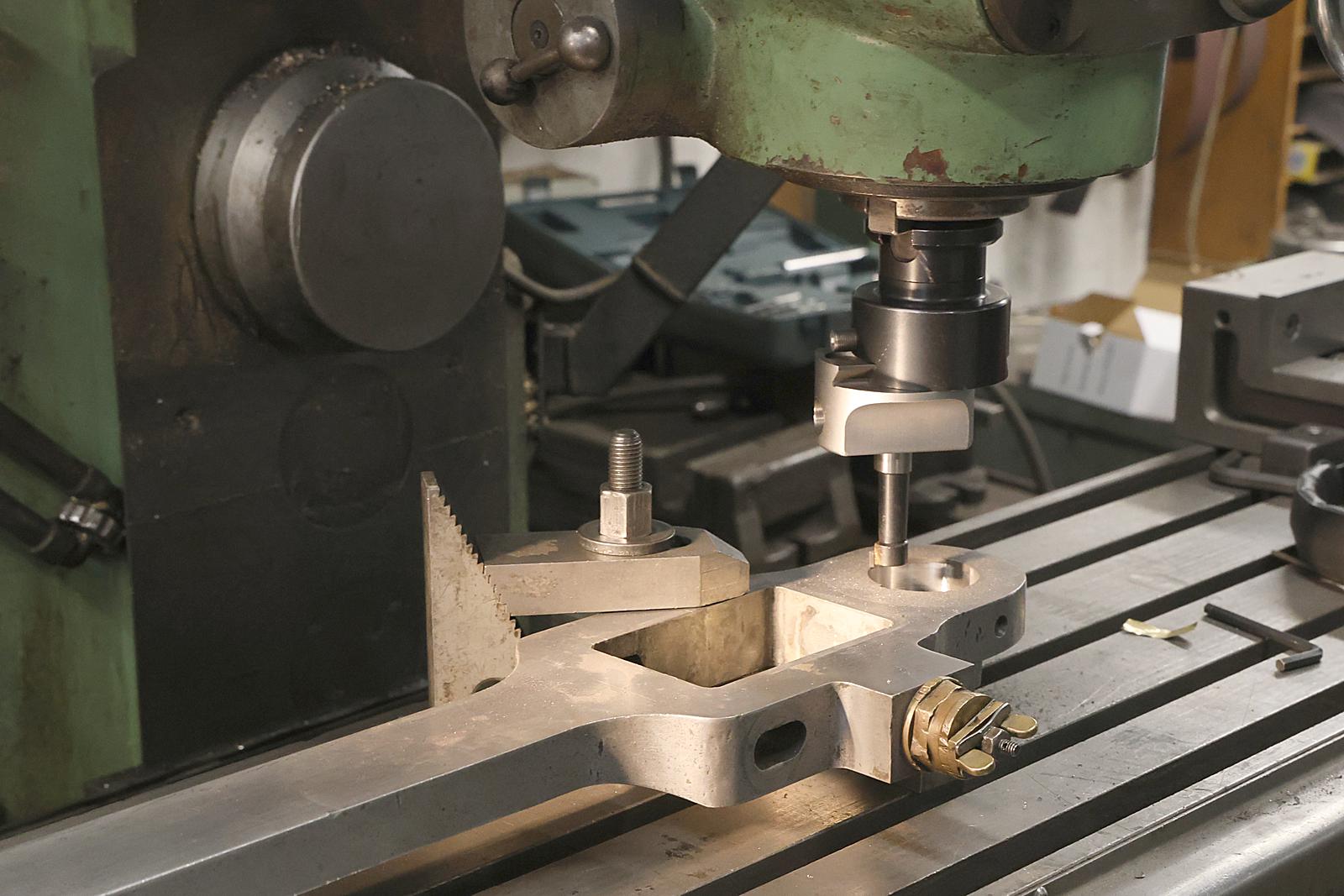
Sedan sätts lagerhalvorna upp på rätt ställe i koppelstången för att få exakt passning och spänns fast på fräsbordet. Därefter kan överskottsmaterialet på sidan fräsas bort och till sist arborras hålet ut till vevtappens minsta diameter. Blankt och fint resultat, men jobbet är inte färdigt…



Efter mer än 75 års tjänst så är inte vevtapparna helt cylindriska, de varierar något i diameter utefter sin längd. Alltså måste även dessa lager skavas in manuellt. Först runda kanterna så att lagret kommer någorlunda in på plats. Därefter på beprövat vis märkfärg på tappen och skava bort färgen, om och om igen. Närmar sig, men en lång bit kvar.
Eftersom axellagren kan fjädra upp och ned i ramen så är sällan de tre vevarna på lokets ena sida helt i linje med varandra, rör sig ju upp och ned. Alltså måste det finnas ytterligare en led på koppelstången. De två bakre kopplade axlarna är förenade med en gemensam koppelstångsdel medan den främsta axeln har sin egen del som är förenade med den bakre med en ledbult i stål. Här är rörelserna väldigt små, men krafterna är stora.
Från bakre delen så sticker det ut ett kraftigt öra och den främre delen har en gaffel som omfamnar örat. Ledbulten är låst av en sprint i gaffeln men kan röra sig i örat. Alltså är det den härdade bussningen i örat som slits och måste bytas ut. Bultarna såg fina ut med bara obetydlig förslitning, har bytts tidigare.


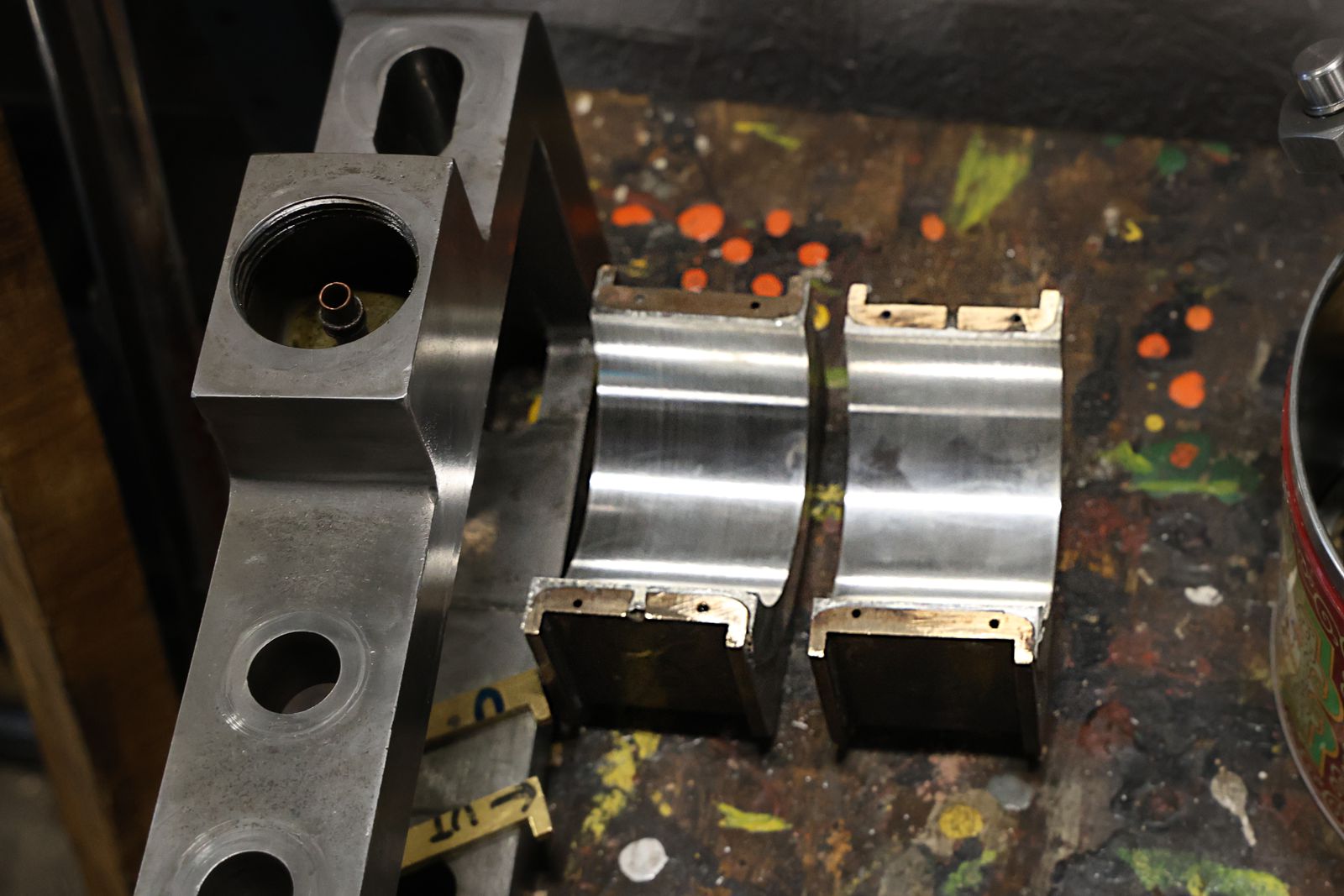
De slitna, härdade bussningarna pressades ur med hydraulpress. På lokets vänstra sida var hålet för bussningen inte helt runt, så där fick örat arborras. Två nya bussningar svarvades i seghärdat verktygsstål och pressades på plats. Passade jättebra på vänstersidan, men på höger sida så krympte bussningen en aning när den pressades fast så att ledbulten inte gick in på plats. Lite besvärligt eftersom felet i diameter bara var ett antal hundradels mm. Arborrning även här. Men om man skall borra upp hålet så lite, så måste också centreringen i utgångsläget vara helt rätt på någon hundradel när. Ett sätt att göra detta är att känna av avståndet mellan borrskärets egg och hålväggen med en tunn mässingsfolie bara 0,05 mm tjock (ligger bredvid ledbulten i den övre bilden till höger). Då känner man exakt när folien fastnar mellan eggen och väggen. Efter många justeringar så var fräshuvudet perfekt centrerat över hålet. Efter en minimal uppborrning så gled ledbulten in på sin plats.
Uppkoppling
Därmed var arbetena på de enskilda delarna klara och dags att börja montera maskineriet.


Första steget är att justera så att lagerhalvorna har precis rätt spel (glapp) mot vevtappen. Justeringen görs med mässingsbitar mellan lagerhalvornas ”kanter” dvs. där de möter och stöder varandra, över och under lagertappen. Många provningar med olika mellanlägg innan det blir precis lagom. Spelet skall var 0,1-0,2 mm och testas till slut med att koppelstångsdelen får hänga rakt ned och pendla fram och tillbaka. Då ser man tydligt om den kärvar.
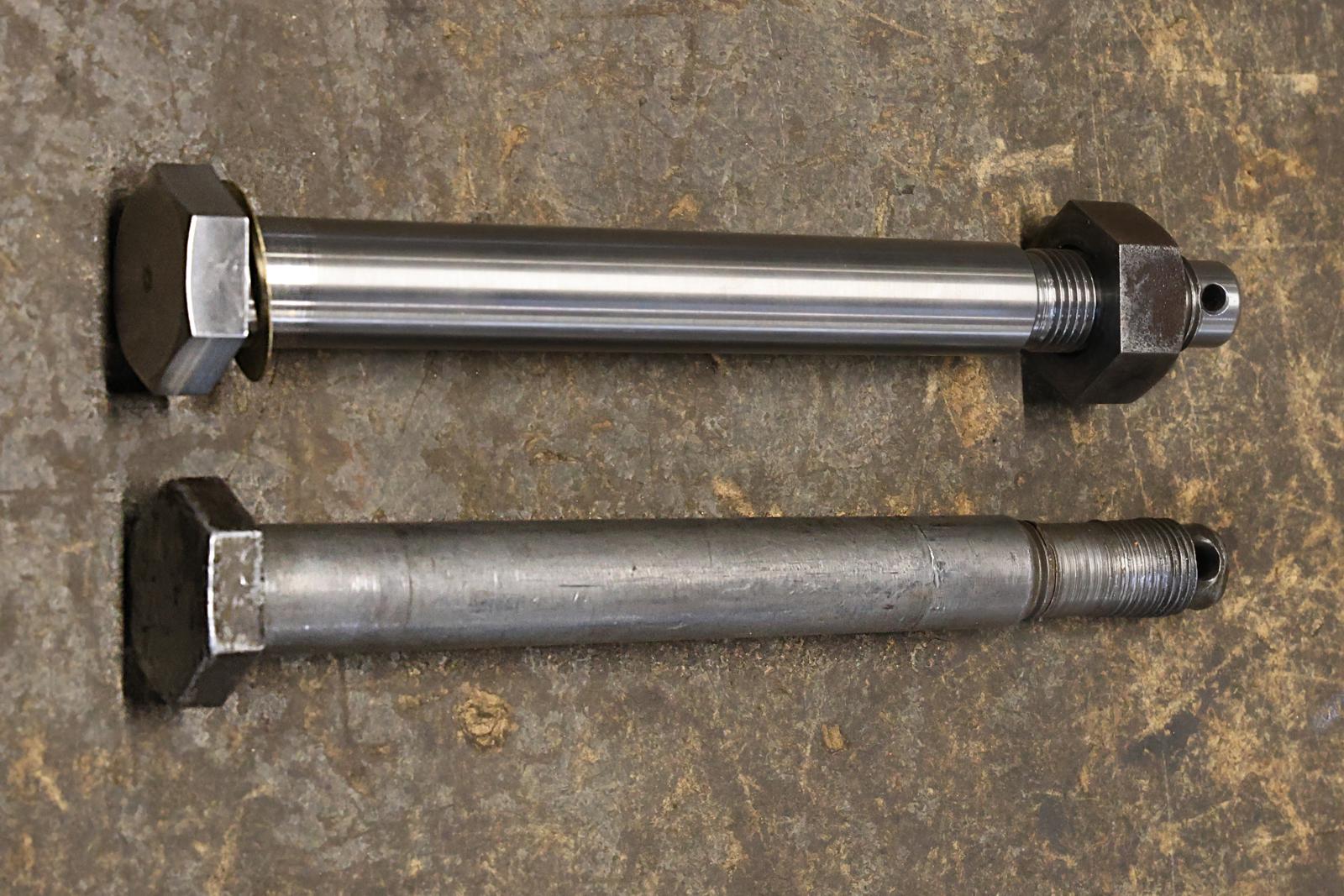

Även till koppelstängerna hittade vi en skruv som var översträckt, dvs. sönderdragen gänga. Detta var en passkruv som skall hålla ihop koppelstångsändan runt den mycket kraftiga veven på drivaxeln. Utmaningen här var att den blanka mittdelen på skruven inte är cylindrisk utan mycket svagt konisk, 1:150. Mycket mätande och provande i svarven innan man hittar rätt inställning för den svaga konan (och nästan lika mycket jobb att återställa svarven efteråt). Även här används verktygsstål, så nu kommer den att hålla.
När sista koppelstångsdelen skulle monteras så pekade den inte riktigt rakt fram mot främsta vevtappen utan lite snett utåt från tappen. Detta fel hade blivit uppenbart först nu när vi hade gjort om koppelstångsleden, tidigare var glappet tillräckligt för att det skulle passa.
Lite tvärt emot vad man skulle kunna tro är maskindelar som koppelstänger inte gjorda i starkt kvalitetsstål, de är i stället gjorda i ett mycket mjukt och töjbart stål. En anledning till detta är att följdskadorna skall bli så små som möjligt om någon del havererar och de övriga böjs av de roterande krafterna. Detta medför dessutom att det går att räta ut lätt krokiga maskindelar i hydraulpressen. Utmaningen är att materialet fjädrar först kraftigt och sedan böjs permanent först vid det sista lätta trycket på pumphandtaget. Alltså får man mäta noga hur mycket man pressar och prova på plats många gånger. Men till slut blev det perfekt.


Som nämndes ovan, så måste avstånden mellan koppelstångslagren stämma exakt med avstånden mellan axlarna. Detta kan justeras med tunna eller tjockare mässingsplåtar (shims) mellan ena lagerhalvan och koppelstångshuvudet som de sitter i. Mycket provande innan det stämmer, men då skall koppelstången, när alla delar är fastdragna, fortfarande gå att röra lite för hand i sidled. Vid den här uppkopplingen använde vi shims vi hade liggande och de blå siffrorna anger den slutliga tjockleken. Senare skall de provisoriska shimsen ersättas med specialtillverkade med samma tjocklek.
Äntligen, ännu ett viktigt etappmål är uppnått!


Efter uppkopplingen kunde vi provrulla en kort bit utanför verkstaden, ingenting kärvar eller glappar.
Långt senare kunde ett ordentligt rullprov göras tur och retur Läggesta, ingen som helst uppvärmning kunde märkas någonstans.
Renoveringen av KM Nelsson är den största ångloksrenoveringen som hittills inletts vid ÖSlJ. All samlad kunskap vi har inom föreningen kommer krävas för att vi ska få ihop vår slitvarg igen. Vi önskar även bli fler som kan hjälpa till och kanske lära sig om ångloksrenovering och ångloksteknik genom arbetena med exempelvis KM eller underhåll av våra trafiklok. Majoriteten av jobben vi gör går bara att lära sig genom att delta praktiskt i arbetet. Är man intresserad av att börja engagera sig i ÖSlJ går det jättebra att kontakta oss via mejl som finns på hemsidan, facebook eller gå fram och fråga någon aktiv medlem på plats som kan vägleda er så ni hamnar i kontakt med rätt person!
Vill man hjälpa till och stödja vår verksamhet och renoveringen av KM Nelsson får man gärna överväga att ge en ekonomisk gåva. Lokrenoveringar av alla slag är inte bara tidskrävande utan även mycket kostsamma.
Med gemensamt engagemang kan vi få se KM rulla mellan Mariefred och Taxinge igen!
